

打緯機構
打緯機構的作用是將已引入梭口的緯紗打入織口,以形成預期的織物。
1.打緯機構應滿足的條件
(1)在保證緯紗能順利飛過梭口的前提下,筘座動程完量的小,這樣可減輕對經(jīng)紗的摩擦。
(2)當鋼筘打緯的瞬時速度為零時,加速度達到大,以提高打緯力;筘在后死心附近時的速度完量低,以利于引緯。
(3)在滿足打緯力前提下,筘座重量要輕,剛性要好,以利于提高織機轉速。
打緯機構的種類: 通常打緯機構有四連桿打緯,六連桿打緯和共軛凸輪打緯三種類型,圖2-17為三種機構的示意圖。
對于連桿式打緯機構,它的休閑特性取決于各桿件的長度及其相互間的比例關系,非常是曲軸半徑和牽手長度之比。
四連桿打緯機構的優(yōu)點是結構簡單,高速運轉時休閑較平穩(wěn),振動相對較低。缺點是在后心時相對靜止時間短,緯紗飛行時間要求嚴格,不利于寬幅織機高速運轉。噴氣織機上采納的四連桿打緯機構多為短牽手形式,它比中、長牽手四連桿打緯機構在后心的相對靜止時間稍長,更有利于引緯,而在前心時加速度相對稍高,有利于打緯。四連桿打緯機構以及其打緯休閑、打緯休閑的位移曲線分別見圖2-18~圖2-20。
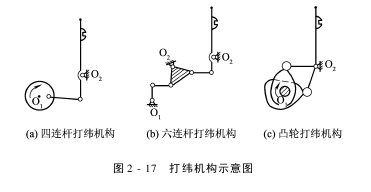
六連桿打緯機構相當于兩組四連桿機構的串聯(lián),可以延長鋼筘在后心的相對靜止時間,同意緯紗飛行的時間更加充分,可以提高寬幅織機的轉速。
共軛凸輪打緯機構的優(yōu)點是休閑規(guī)律可以根據(jù)織造工藝需要設計,在后心可以有較長的絕對靜止時間,引緯時間更加充分;打緯時可以得到較高的加速度,打緯力較大。缺點是整理精度要求高,制造難度大,成本高;振動大,能耗高。在同筘幅同轉速的前提下,能耗較四連桿機構高約50%。
上述三種打緯機構各有所長,各有所短,不存在誰優(yōu)誰劣的問題。選用原則是筘幅在250cm以下時用四連桿打緯機構,筘幅在250cm以上時用六連桿打緯機構,織特厚重織物時用共軛凸輪打緯機構。
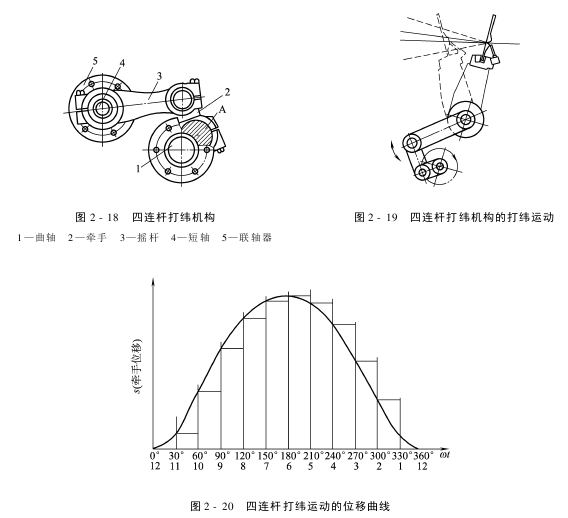
在圖2-19中,筘座擺至后死心時,筘槽和輔噴嘴在梭口中間引緯,筘座擺至前死心時,筘槽把緯紗推至織口。
因為在打緯動程和車速相等的條件下,從三種打緯機構所能提供的打緯力來看,共軛凸輪的大,四連桿的小,即共軛凸輪打緯機構用來織造闊幅厚重織物較為合適。
目前日本機型多采納四連桿或六連桿打緯,歐洲機型多采納共軛凸輪打緯。
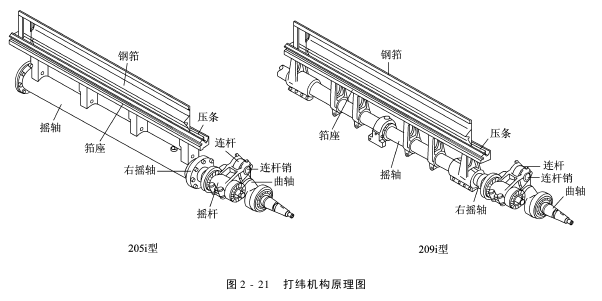
2.打緯機構的驅動(圖2-21)
主電動機的旋轉曲軸、連桿、搖桿搖軸前后擺動。
鋼筘借助于裝在搖軸上的筘座和壓條被固定好,將進入梭口的緯紗打入織口。
異型鋼筘屬于面料器材,是引緯系統(tǒng)中的一個重要組成部分,又是打緯機構中必不可少的部分。鋼筘的規(guī)格通常用筘號來表示。所謂筘號,即筘齒密度,根據(jù)織物經(jīng)密大小選用。公制以10cm長度內(nèi)的筘齒數(shù)表示;英制以每2英寸內(nèi)的筘齒數(shù)表示。織造不同經(jīng)密的織物,需用不同筘號的鋼筘。鋼筘的質量直接影響織物質量。對鋼筘基本的要求就是組成一片鋼筘的全部筘片的厚度必須一致,各個相鄰筘片間的間隙也必須一致。
AAAVBJYTUJGHNH