

噴氣筘在使用中的注意事項
(1)異形筘的結構形式和織機引緯系統(tǒng)等設計是相一致的。一般情況下不同噴氣織機上的噴氣筘不要相互通用,以免出現(xiàn)織物缺陷及損壞鋼筘。
(2)新鋼筘在使用前應檢查筘號、結構、牢固度、筘片彈性、筘齒均勻度,筘面平坦度、完潔度,以及筘片和筘梁的垂直度,氣流槽高度及深度尺寸,有條件時應檢查氣流值是否符合要求。
(3)鋼筘在下機后應及時清刷漿垢等,再檢查各部位的情況,并按噴氣筘的各項要求進行修整,修整后的鋼筘妥善放置。
(4)從修筘房拿出來的鋼筘或委外修理的鋼筘肯定要符合質量要求,發(fā)覺問題應及時改正。
(5)穿插筘時應把握正、反方向,幸免穿錯,穿筘的機械和工具要適宜,穿筘工具的厚度應和筘片間隙相適應。一般100/50.8cm使用120號筘刀,60~100齒/50.8cm使用100號筘刀,60齒/50.8cm以下使用80號筘刀。操作要熟練,并符合要求,初級手一般不要穿高密度噴氣筘。
(6)經(jīng)停穿筘,按織物工藝設計要求的穿筘法,尋出和斷頭同筘齒的經(jīng)紗提起,用專用工具在異形筘上端穿插,直出直入,不準滑動磨筘,動作要輕。
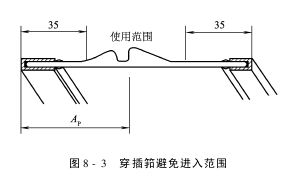
(7)穿插筘工具在噴氣筘上下的35mm范圍以內(nèi),幸免進入,以免鋼筘齒斷裂或軟齒,出現(xiàn)筘路。見圖8-3所示。
(8)噴氣筘不能重壓、疊放,筘面氣流槽部分不能相碰,以免損傷筘齒。
(9)邊撐位置要適當,以免損傷筘面。
(10)車間的溫濕度要適當,常常通風,以調節(jié)溫濕度和排解飛棉、漿料,溫濕度和紗的種類、漿料、上漿紗的干燥度有關,溫度操縱在25~28℃之間,棉花紗線濕度73%~78%,滌棉混紡化纖織物紗65%~70%為宜。
(11)鋼筘的固定:織軸上機織造時,緊固噴氣筘必須使用力矩扳手,用5N m(0.51kg m)的力矩扳手從中間往兩邊逐次擰緊螺釘。校對入口位置,應幸免撞擊左側筘邊出現(xiàn)彎齒。
(12)織口在筘槽的位置及游動量
①織口在筘槽的中心位置偏上為好,打緯時離上緣間隙不少于0.3~0.5mm。
②噴氣筘槽的寬度主要有5.5mm和6mm兩種。因此織口不能作上下大幅跳動,如果織口跳出此區(qū)域,簡單被高低峰碰傷布面及碰壞筘齒。
AAASDFWERTEYRHF