

控制系統(tǒng)工作原理
W—2200電控板電路圖見圖3-44??棛C(jī)接通電源后,各變壓器及邏輯操縱單元通電,做好開車打算。當(dāng)按下“READY”(打算)按鈕后,除濕風(fēng)泵及儲緯風(fēng)泵(對SR、RD測長而言)開始運(yùn)轉(zhuǎn),為開車做好打算;對于電子選緯系統(tǒng),其電源及備紗系統(tǒng)也開始工作。當(dāng)“RUN”(運(yùn)轉(zhuǎn))按鈕接通時(shí),織機(jī)主電動機(jī)瞬時(shí)啟動,織機(jī)開始運(yùn)轉(zhuǎn),探緯單元及其他故障檢測單元亦開始工作,對織機(jī)工作狀態(tài)進(jìn)行監(jiān)測。當(dāng)遇到下列任一種情況時(shí):探緯單元發(fā)出缺緯信號、故障檢測單元發(fā)出故障信號、按鈕發(fā)出停止指令、電子選緯發(fā)出缺緯信號等,操縱單元通過執(zhí)行元件使主電動機(jī)停止運(yùn)轉(zhuǎn)、電磁制動器通電,迅速定位停車。
停臺時(shí),按下噴水織機(jī)在不按打算按鈕時(shí),可以直接進(jìn)行“點(diǎn)動正轉(zhuǎn)”或“點(diǎn)動反轉(zhuǎn)”的操作,“正轉(zhuǎn)”或“反轉(zhuǎn)”點(diǎn)動的操作,可以進(jìn)行點(diǎn)動步幅的調(diào)整。同時(shí)對于“反轉(zhuǎn)”的操作,可以進(jìn)行“反轉(zhuǎn)一周”的選擇。
停臺時(shí),按下噴水織機(jī)的“BREAK”(制動)按鈕,可以解除制動(剎車),便于人工轉(zhuǎn)動機(jī)器進(jìn)行調(diào)整。ZW系列織機(jī)操作系統(tǒng)不設(shè)置“RUN”(運(yùn)轉(zhuǎn))按鈕。其運(yùn)轉(zhuǎn)的操作,是直接使用“FORWORD”(正轉(zhuǎn))按鈕完成的(在打算鈕工作之后,按正轉(zhuǎn)鈕即為運(yùn)轉(zhuǎn);不按打算鈕,直接按正轉(zhuǎn)鈕即為點(diǎn)動)。
織機(jī)的定位停車及故障檢測、緯紗探測等都通過接近開關(guān)或角度傳感器(完電編碼器)作時(shí)序操縱。
織機(jī)的定位停車,由制動單元、電磁制動器來完成。
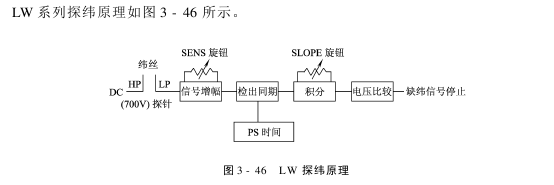
1.LW系列電控板工作原理
LW電控板使用HD64180CPU作為中心操縱,織機(jī)的信號處理及分析均由它來操縱,主要操縱程序存放于存儲器27256。其操縱軟件由主控程序模塊及中斷服務(wù)程序模塊組成??棛C(jī)開機(jī)后,計(jì)算機(jī)馬上從輸入口輸入監(jiān)測信號,然后推斷處理。
LW系列邏輯單元(主控單元)直接操縱電動機(jī)的各種工作狀態(tài)(啟動、停止、制動),并隨時(shí)監(jiān)測各處工藝觸點(diǎn)的現(xiàn)時(shí)狀態(tài),做出相應(yīng)對策。
邏輯單元設(shè)置有:主電動機(jī)超力矩時(shí)間調(diào)整;反接制動時(shí)間調(diào)整;點(diǎn)動時(shí)間、方式、間隔時(shí)間調(diào)整;制動時(shí)間調(diào)整;計(jì)長方式選擇。
信號綜合處理及輸出操縱包含了探緯故障、LP信號后沿故障、HP故障等。當(dāng)探緯信號正常時(shí),在PS工作區(qū)域內(nèi),LP5產(chǎn)生由高電平至低電平的負(fù)脈沖;在探緯信號異樣時(shí),LP5則會出現(xiàn)固定的高電平。此信號通過電路輸出和同步時(shí)序信號綜合后,由反向驅(qū)動器輸出至F—OUT點(diǎn)。當(dāng)出現(xiàn)故障時(shí),此點(diǎn)輸出一個(gè)負(fù)脈沖。
積分電壓綜合處理:本單元的LP4信號提供給比較電路,又提供給信號綜合的輸出電路,其作用是顯示積分調(diào)節(jié)狀態(tài)。其中前一部分為風(fēng)值檢測電路,同時(shí)提供積分比較電壓。正常時(shí),積分電壓顯示管常亮;當(dāng)電壓過高時(shí),此發(fā)完管閃爍;停車時(shí),無積分電壓,則發(fā)完管熄滅。
2.ZW系列電控板工作原理
ZW系列電控板以邏輯操縱電路為核心,使用CPU操縱,其接受及檢測各種指令及工作狀態(tài),進(jìn)行邏輯分析推斷,決策織機(jī)以后的狀態(tài)。
電控板的大部分運(yùn)行狀態(tài)監(jiān)測信號的輸入及輸出電路均為完電耦合形式接入。電控板內(nèi)的多個(gè)鈕子開關(guān)可作為各種工作狀態(tài)的選擇。電控板內(nèi)可作下列調(diào)整:緯紗信號輸入延時(shí)及推斷延時(shí);制動延時(shí);寸動時(shí)間調(diào)整;反轉(zhuǎn)時(shí)間調(diào)整等。
3.PLC電控板工作原理
PLC電控板使用可編程序操縱器作為織機(jī)邏輯操縱的核心,以此接收及檢測各種操作指令及工作狀態(tài),將其進(jìn)行處理后,以其輸出點(diǎn)操縱驅(qū)動元件來實(shí)現(xiàn)織機(jī)工作狀態(tài)。PLC電控板全部的輸入、輸出點(diǎn)均有LED顯示,使用時(shí),可以方便地觀看各處工作狀態(tài)。
PLC電控板利用可編程序操縱器上的內(nèi)置電位器可以做以下調(diào)整:啟動時(shí)間;送經(jīng)延時(shí)時(shí)間等。
4.探緯電路原理
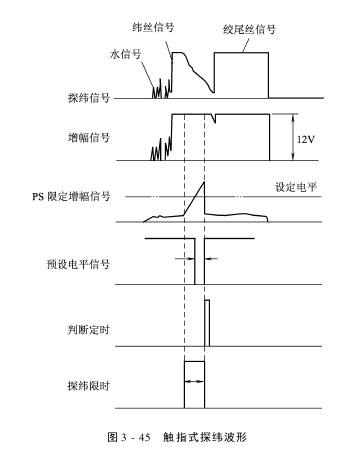
(1)觸指式探緯原理:織機(jī)運(yùn)轉(zhuǎn)時(shí),水流及含水的緯絲和探針接觸,由于水的導(dǎo)電性,使肯定的電流由高壓側(cè)探針流向低壓側(cè)探針,從而使探緯器信號處理單元接收到所需的緯絲信號。這里接收到的信號包含:緯絲信號、水信號、緯尾信號及漏電信號。探緯信號處理單元就是將此混合信號加以處理,濾去無用信號,保留并放大緯絲信號。信號處理單元利用PS信號進(jìn)行時(shí)段操縱,將放大整形后的探緯信號進(jìn)行計(jì)數(shù)比較,然后輸出工作指令。探緯接收到的波形如圖3-45所示。
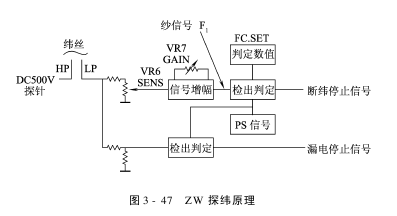
ZW系列探緯原理如圖3-47所示。探緯電路一般由以下部分組成:輸入信號、狀態(tài)監(jiān)測信號、整形電路、積分電路、比較電路、處理電路及輸出電路等。
輸入信號主要包含:探緯信號(LP)、時(shí)序信號(PS)、缺緯模擬信號(OPT)、高壓電源信號(HP)、狀態(tài)監(jiān)測信號。
信號處理:探緯信號經(jīng)過處理后,組成一個(gè)新的信號提供給末級的信號綜合。這里主要包含了整形電路、檢出電路、積分電路和比較電路。
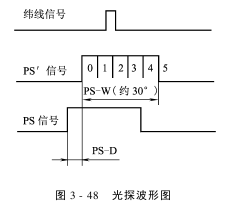
(2)完電式探緯原理:完電探緯的完探波形圖如圖3-48所示。
①緯絲信號:由完探頭的前后調(diào)節(jié)位置(310°~320°)進(jìn)行變化。此完探信號變化較大時(shí),說明投緯不穩(wěn)定。
②PS信號:PS信號的起始基準(zhǔn)位置由PS—D電位器進(jìn)行改變。PS信號的幅度由PS—W電位器進(jìn)行改變。
③PS信號:基準(zhǔn)為290°。
織造時(shí)當(dāng)緯絲進(jìn)入完電探緯的檢測區(qū)域后,遮斷完源,使檢測電路中產(chǎn)生“有緯絲”的信號即有PS信號;如無緯絲、完源不遮斷,檢測電路中出現(xiàn)“無緯絲”的信號,即無PS信號輸出,和PS信號比較后發(fā)出缺緯停止信號。
AAA4353466DG